Our distributor for Australia, Engineered Efficiency, was asked to design and construct a system for neutralizing and storing wastewater from a process control laboratory at a chemical production plant before disposal. The system had to be simple and automated as the laboratory did not have access to the plant DCS, so they needed to provide a stand-alone system.
Chemical waste from the laboratory is collected in two underground pits. The waste is pumped from the pits to a combination neutralizing and storage tank. Each day, the tank is mixed using a recirculation pump and the pH in the neutralizing tank is corrected by the addition of acid or caustic. When the tank is close to full and the solution is at the correct pH, the solution is removed via a road tanker for disposal at an approved 
When Engineered Efficiency took on the project, the two underground pits were installed and the client had basic pump and control elements fitted as part of the civil and structural works for the laboratory building. However, there was no neutralizing or storage system designed or installed.
They developed the requirements for the control system based on the client’s process requirements combined with the outcomes of the risk assessment. It was established that the critical elements were:
- Ensuring the solution is generally maintained between a pH of 4 to 9 in the tank, and ideally between 5 and 8 for disposal
- Minimize the risk of an overflow of the neutralizing tank and the underground pits
- Alert laboratory personnel of the neutralizing tank level and alert when the tank needed to be pumped out
- Prevent the recirculation pump from running dry if the neutralizing tank level was low
Engineered Efficiency decided to use the following Pulsar Measurement equipment:

Relay 3 was set to initiate an indicator light to alert laboratory personnel that the tank is close to its limit and that a pump-out should be arranged. Relay 4, is used to provide a permissive to the pumps in the underground pits to allow the transfer of solution to the neutralizing tank. When a critically high level is reached, this permissive is removed and no further material can be pumped from the underground pits to the neutralizing tank. Finally, relay 5 provides the high level alarm and local indication.
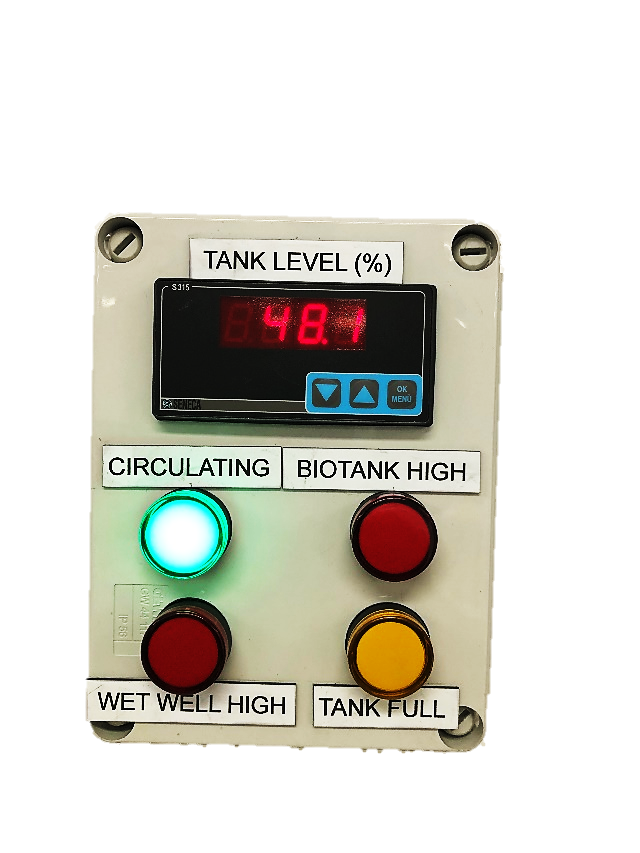
Engineered Efficiency also constructed a mimic panel to display the critical alerts in the laboratory, using the 4-20mA output from the Ultra 5 to display the tank level, using a loop-powered 4-digit display mounted on the mimic panel.
Pulsarpoint Signalmaster float switches were added to the underground pits to provide high-level indication for each of the pits, and also integrated the existing underground pit controls with a separate relay logic control panel they constructed for this project to provide interlocking and feedback.
For this particular project, most of the control for the system was related to level. The Ultra 5 provided Engineered Efficiency with the versatility to meet their client’s control requirements, without the need for a PLC, saving significant costs and set-up time.
If the underground pits were not already controlled, they could have instead used an Ultimate Controller, to create a fully integrated control system.
Engineered Efficiency is an official Pulsar Measurement Distributor in Australia - helping Australian companies streamline their processes, drive down costs and maximize return on investment. For more information on Engineered Efficiency, please visit their website at: www.eng-eta.com.au
To find local distributors in your area, please visit the Partner Locator.